1. 前驱体源的选取
原子层沉积技术需要合适的化学前驱体源,能够在适当的反应条件下完成薄膜沉积。ALD前驱体源的选取原则包括,具有足够的挥发性、良好的热稳定性、以及衬底和已沉积薄膜的自限制反应能力,前驱体蒸汽不会刻蚀或腐蚀衬底及目标薄膜。另外,如果前驱体源在室温下是液态的,或者前驱体源是熔点低于其蒸发温度固体,或者前驱体溶解于蒸汽压与其类似的惰性溶剂,则要求前驱体源应易于产生所需的气体反应物。理想情况下,前驱体源应该是非易燃、无腐蚀性、无毒、无危险性的,而且是易于制备、低成本的。在微电子应用中,还要求ALD前驱体源是高纯度的。
要想找到符合上述所有要求的前驱体源是比较困难的,如果前驱体源不满足其中的某些要求,那么就无法实现令人满意的原子层沉积结果。如果前驱体源在热稳态时没有足够的蒸汽压,表面反应就无法在一个实际周期时间内达到饱和,可均匀覆盖台阶的深宽比将会受限。蒸汽压不足使其照射量(定义为蒸汽压和蒸汽接触时间的乘积)太低以至于无法完成表面反应,反应配立体没有被移除从而导致目标薄膜中杂质含量升高。如果前驱体源的热稳定性较差,那么在表面反应过程中就可能发生解吸附,这时反应过程通常是非自限制的。台阶覆盖的均匀性将会变差,来自于配位体解吸附产物的杂质也将会留在目标薄膜中。
原子层沉积技术中通常采用卤族化合物或MO源作为金属元素的前驱体源,如沉积铝的化合物工艺中采用AICl3或TMA作为铝前驱体源。与TMA源相比,AIC3具有更好的高温稳定性,但是卤族元素具有毒性且容易残留在薄膜材料中形成杂质。本研究采用等离子增强ALD技术,可以在较低温度下实现AIN薄膜沉积,不存在TMA高温分解的问题,所以选用无毒、高纯度的TMA作为铝前驱体源。而在化学反应合成氮化物过程中,常采用NH3或N2/H2混合气体作为氮原。Alevli等研究了采用不同氮源对原子层沉积AIN薄膜特性的影响,氮源的选取对薄膜光学折射率几乎没有影响,而采用N2/H2混合气体使晶粒尺寸和薄膜表面粗糙度有一定程度的改善,并使薄膜N/AI比增大;但是采用NH3作为氮源,沉积AIN工艺速率从0.54A/cycle大幅提高至0.84A/cycle,这是因为NH3比N2/H2混合气体具有更好的化学活性,其含N基团不仅有N-3,还有NH-2、NH2和NH3。另外,考虑到H2是一种易爆气体,结合实验室建设情况,本研究采用更安全的NH3作为PEALD沉积AIN的氮源。
2. 工艺步骤及参数设置
图1给出了PEALD沉积AIN工艺步骤,薄膜沉积之前首先要进行设备和样品准备工作。在沉积工艺优化阶段,本文使用n型Si(100)衬底材料进行研究,Si圆片电阻率为15-20Ω·cm。样品清洗采用丙酮、乙醇、去离子水、氮气吹干标准工艺,薄膜沉积前在PEALD反应腔体中对样品进行5min的NH3等离子体原位处理。AIN沉积工艺参数如表1所示,工艺压力设定在0.2Torr,工艺过程中腔体压力随着源通入腔体和泵抽脉冲周期性变化,如图2所示,NH3流量为10sccm,N2吹扫气/载气流量为115sccm,其他工艺参数在设定范围内变化并根据薄膜特性最终得到优化的参数值。研究中首先通过改变TMA脉冲、plasma、purge1、及purge2四个步骤的时间得到合适的工艺配方,然后采用该配方研究了工艺温度和射频频率对AlN薄膜结构与电学特性的影响。
表1 PEALD沉积AN工艺参数设置
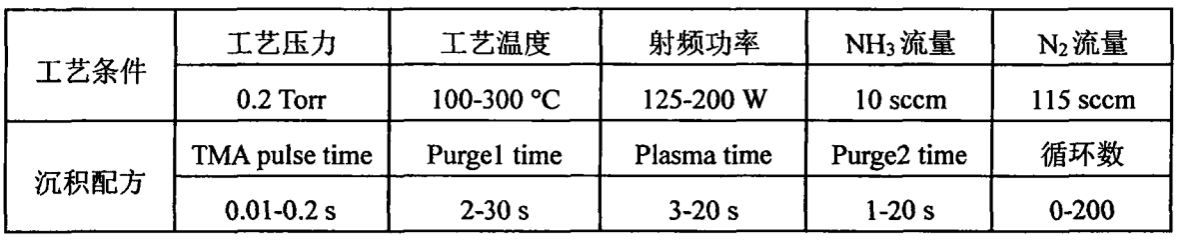
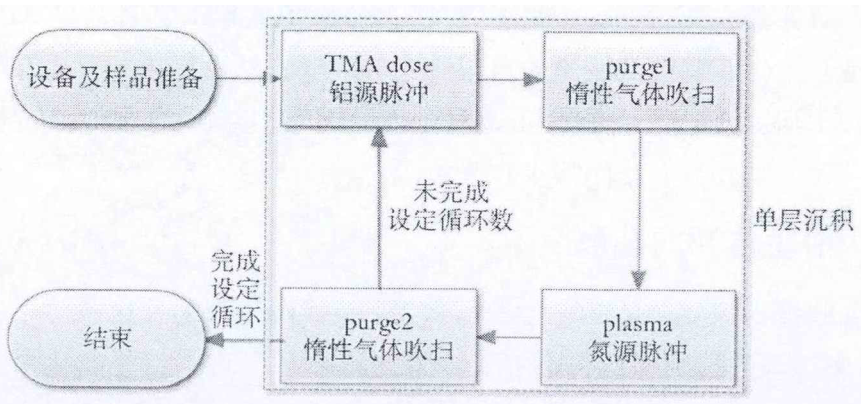
图1 PEALD沉积AIN工艺流程示意图
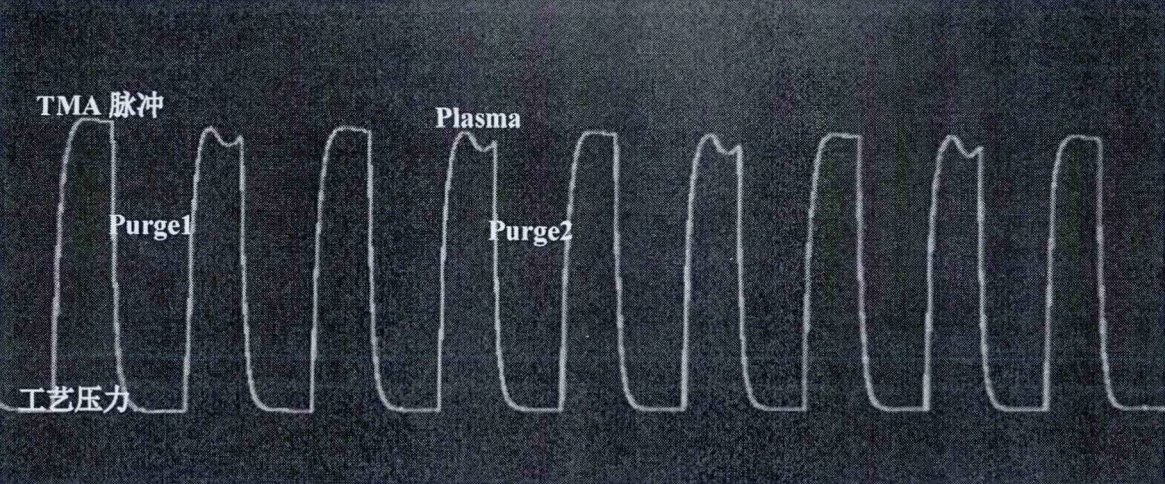
图2 PEALD沉积工艺过程中腔体压力实时监控状态图
3. AlN沉积工艺研究
首先研究了工艺配方对AlN沉积工艺的影响,衬底温度设定在200℃,射频功率为125W,循环沉积200个周期。利用J.A. Woollam M-2000变波长椭圆偏振光测试仪(简称椭偏仪)测量薄膜厚度和折射率,单层生长速率GPC通过膜厚除以生长周期数得到。偏振光的波长范围为200nm-1000nm,分别从三个不同角度(55°、65°、75°)入射。采用柯西模型对扫描数据进行拟合,提取薄膜厚度和折射率数值,模型的色散方程如下式所示

图3给出了TMA脉冲时间和plasma时间对AlN沉积工艺速率和薄膜折射率的影响。TMA脉冲(或plasma)时间太短时,铝源(或氮源)剂量太少不足以发生表面饱和反应,单层沉积速率很慢,而且薄膜不够致密使折射率偏低;随着TMA脉冲(或plasma)时间增大,表面发生自限制饱和反应,饱和反应速率~0.85/cycle,薄膜光学折射率约为1.75。TMA脉冲时间为0.03s时即达到饱和反应,说明ALD表面反应是在瞬间完成的;而plasma时间需要超过3s才能保证氮源剂量饱和,这是因为NH3在电磁场中需要一定的激活时间才能产生等离子体,沉积工艺过程中观察发现,在射频开启约1s后射频功率达到稳定值,并在约3s后观察到起辉现象。吹扫时间研究结果如图4所示,当吹扫时间太短时,两种反应源同时在腔体内出现发生传统的CVD反应,沉积速率偏高;随着吹扫时间延长,反应副产物和多余前驱体源被完全移除出反应腔室,表面自限制饱和反应使单层沉积速率趋于恒定。保证ALD反应的最短 purgel和purge2时间分别为15s和10s。
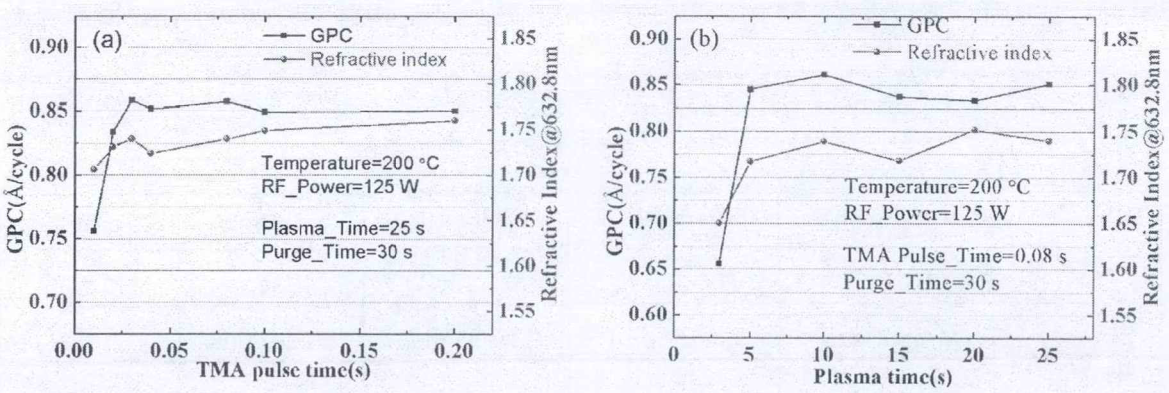
图3 TMA脉冲时间和(b)plasma时间对PEALD沉积AlN薄膜速率和折射率的影响
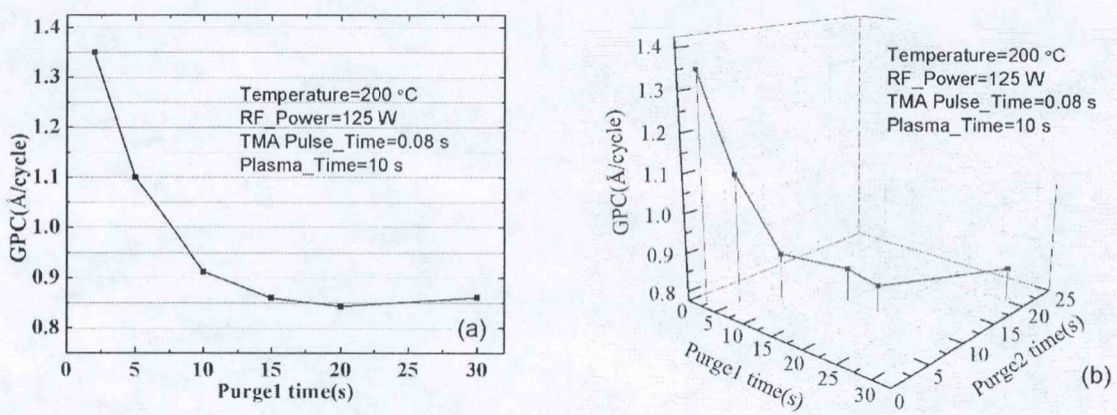
图4 Purge时间对PEALD沉积AlN薄膜速率和折射率的影响
图5描述了射频功率和衬底温度对AlN薄膜沉积工艺的影响,研究中沉积配方设置为TMA脉冲0.03s→吹扫20s→plasma脉冲5s→吹扫10s。当工艺温度保持不变时,增大射频功率有利于提高等离子体源的活性,增强表面饱和反应的程度,从而提高沉积速率,如图5(a)所示。但是射频功率高于150W时,薄膜折射率减小,这是因为沉积速率过快导致薄膜致密性下降。然后保持射频功率为150W,研究了工艺温度在100℃-300℃范围内变化对薄膜沉积工艺的影响,如图5(b)所示。Alevli等人的研究结果表明,工艺温度高于200C时AlN沉积速率偏离自限制生长而增大,可能是因为TMA发生了热分解导致传统CVD反应发生。而本研究结果显示,在100℃-300℃温度范围内,沉积速率与工艺温度之间没有依赖关系,这说明采用的TMA源在300℃时仍然没有发生热分解,这一结果也与Nepal等人的研究结果相一致。AIN薄膜的折射率从100℃的1.72增加到250℃的1.89,然后趋于稳定。
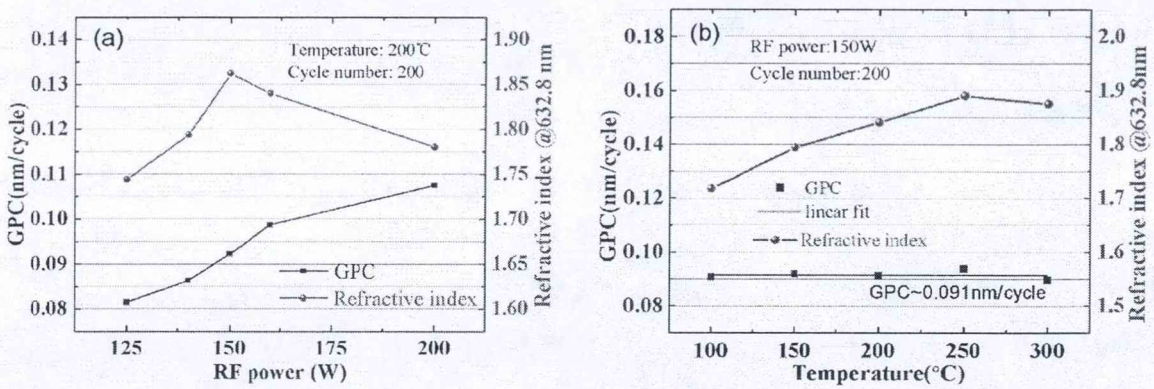
图5 (a)射频功率和(b)工艺温度对PEALD沉积AIN薄膜速率和折射率的影响
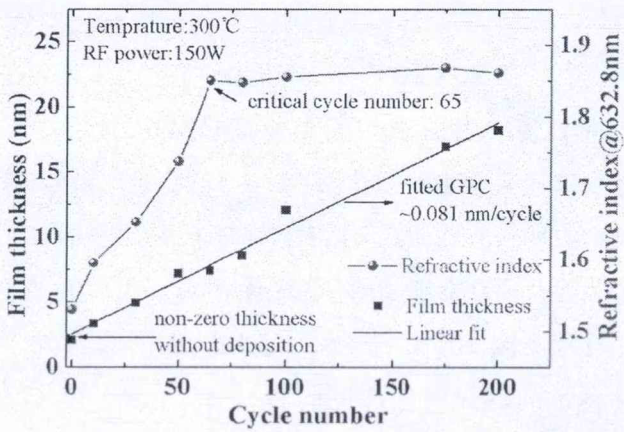
图6 PEALD沉积AIN薄膜厚度和折射率随循环周期数的变化曲线
本文还研究了沉积周期数对AlN薄膜特性的影响,沉积速率和折射率随沉积周期数的变化曲线如图6所示。PEALD技术在原子尺度上精确控制了AIN薄膜厚度,膜厚随着沉积周期数线性增长,线性拟合得到的薄膜沉积速率0.081nm/ cycle。另外,我们注意到一个异常的现象,拟合曲线在纵轴上的截距是非零的,约2.5nm,这说明AlN薄膜与Si样品之间存在一定厚度的界面层。采用椭偏仪测试得到Si片表面存在~2nm的自然氧化层,632.8nm处的光学折射率为2.23,而进行5min的NH3等离子体处理后(图6中沉积周期数为0的数据点),表面自然氧化层被破坏,折射率减小到~1.53。2.5nm界面层的存在影响了AlN薄膜的拟合结果,导致折射率数值偏低。随着沉积周期的增加,界面层对Cauchy模型拟合的影响减小,当沉积周期数达到临界值65时,折射率稳定在1.89左右。也正是因为界面层的存在,图3、图5中采用测得的膜厚直接除以周期数得到的沉积速率是偏高的,线性拟合得到的0.081nm/cycle才是AlN薄膜的真实沉积速率。为了降低界面层的影响,随后沉积至少100周期数的AlN薄膜。